












EMN Responds to Market with Solid Economics, Increased Recoveries, and New Commercial Plant Optionality
Vancouver, British Columbia--(Newsfile Corp. - May 14, 2026) - Euro Manganese Inc. (TSXV: EMN) (ASX: EMN) (FSE: E060) and its subsidiary Mangan Chvaletice, s.r.o. ("Mangan" and together the "Company", "Euro Manganese" or "EMN") is pleased to announce the results of a new Preliminary Economic Assessment ("PEA") for the development of its Chvaletice Manganese Project ("Chvaletice Manganese Project", "CMP", or "Project") in the Czech Republic.
The PEA is a result of the Company's Optimization Program previously announced1, and builds on the extensive knowledge presented in the Company's Technical Report and Feasibility Study for the Chvaletice Manganese Project, Czech Republic, dated effective July 27, 2022[2], (the "2022 Feasibility Study"). The PEA responds to current market conditions and incorporates the Company's testing campaigns, demonstration plant learnings, and prospective customer testing and feedback to provide an updated preliminary and conceptual development path for the Chvaletice Manganese Project.
With most permits secured, a finalized Environmental Impact Assessment ("ESIA"), and official designation as a Strategic Deposit under Czech law and a Strategic Project under the EU Critical Raw Materials Act, Euro Manganese is ready to respond to customers seeking a fully traceable battery-grade manganese supply chain, reducing dependence on Chinese sources and supporting strategic mineral independence objectives.
The Chvaletice Manganese Project is well placed to take advantage of U.S. federal procurement and incentive frameworks that increasingly require that critical battery materials — including high-purity manganese used in electric vehicle and energy storage applications — be sourced from allied and US National Defense Act ("NDAA") compliant nations. The Czech Republic, as a NATO member and close U.S. ally, qualifies as an NDAA-compliant source country.
HIGHLIGHTS
(All economic values are in US dollars unless indicated otherwise)
Strong Operating Margin of 48%, demonstrating resilience of the Project and the potential to generate significant returns across commodity price cycles.
Robust Returns: Pre-tax IRR of 16.0% and Post-tax IRR of 13.8%, underpinned by a pre-tax NPV of $740M and post-tax NPV of $492M (8% discount rate), showing favorable preliminary economic indicators on historically conservative pricing assumptions.
Higher Recoveries, 60% for High-Purity Manganese Sulphate Monohydrate (HPMSM) and 61% for High Purity Manganese Metal (HPEMM), reflecting additional metallurgical test work, operational learnings from the demonstration plant, and process engineering updates.
Revised Flowsheet supports 50,000 tpa of HPEMM with full conversion to 150,000 tpa of HPMSM, aligning with battery industry demand while maintaining flexibility to deliver both HPEMM and HPMSM products as customer needs evolve.
Newly incorporated magnesium carbonate ("MgCO3") resource as a by-product enables production of up to 20,000 tpa MgCO3, adding incremental value with minimal capital.
CAPEX costs remain broadly consistent with the 2022 Feasibility Study, including with increased HPMSM output, despite an inflationary environment.
OPEX reduced for per unit cost of HPMSM compared to the 2022 Feasibility Study, due to increased production of HPMSM and updated reagents and energy costs.
Updated pricing assumptions demonstrates potential economic viability of the Project even under conservative current market conditions, underscoring its durability through price cycles.
Phased development reduces upfront capital requirements, lowers funding risk, and allows further optimization before full-scale expansion.
Phase II buildout planned shortly after Phase I commissioning to maximize project value and shareholder returns.
Initial Capital, Phase One (50% capacity): $627.5M; Plant Capacity Expansion Capital, Phase Two (to 100% capacity): $197.8M.
Annual nominal production: 150,000 tpa HPMSM.
Project life: 26 years.
Average life of project HPMSM price assumed at $2,888 per tonne.
NEXT STEPS
The PEA has enabled the Company to optimize inputs based on current pricing, establishing the possibility for a two-stage construction strategy. This phased approach has the potential to allow for further optimization in phase two, lower upfront capital requirements, and enhance project economics by aligning investment with cash flow.
The Company will now advance the Chvaletice Manganese Project further towards a full feasibility study, with a targeted completion in H1 2027.
The Company will also continue to monitor high purity manganese markets and strategic sectors to which it contributes, including energy transition, grid-scale energy storage, e-mobility and aerospace and defence technologies.
The Company will continue to engage with potential customers to secure additional offtake term sheets, pursue offtake agreements, and continue product testing.
In addition, during 2026, the Company is focused on the following key priorities to position the Project for its next development phase by:
- Advancing the financing strategy by securing funding for Project priorities and progressing strategic financing discussions with potential partners;
- Completing the acquisition of, or access to, the remaining land surface rights required for full Project development;
- Strengthening the Project's regulatory foundation through the continuous advancement of permitting, further reducing development risk and demonstrating Project readiness; and
- Maximizing non-dilutive capital by actively pursuing grants and incentives available from the EU and the Czech state.
Martina Blahova, President & CEO of Euro Manganese, commented:
"The publication of these PEA results marks another important milestone for the Chvaletice Manganese Project. Our recent optimization work has delivered measurable improvements in recovery, confirming both the strength of our technical strategy and the reliability of our process. To enhance capital efficiency and align investment with market demand, we have adopted a phased construction approach that maximizes value while reducing execution risk. The addition of by-product revenue stream further incrementally strengthens the economics of the project.
"This disciplined approach, coupled with conservative product pricing assumptions, supports a robust project profile with a strong operating margin of 48%, underscoring the Project's ability to perform through market cycles. Despite the challenging market and pricing conditions, the PEA results demonstrate the strength and resilience of the Project. It provides a clear pathway to unlocking the full long-term value of the Chvaletice Manganese Project as demand accelerates for localized, traceable, and sustainably produced battery grade high purity manganese. We are built to perform in volatile markets, engineered for operational efficiency, and positioned to play a strategic role in securing resource independence and reducing vulnerability amid an increasingly complex global landscape."
Rick Anthon, Chairman of Euro Manganese, commented:
"As a Board, we are encouraged by the progress reflected in this PEA and confident the Chvaletice Manganese Project can deliver on these terms for its shareholders, customers and stakeholders. The team has advanced the Project with a clear focus on technical rigour, capital efficiency, and responsible development. The phased construction strategy and strengthened economic profile demonstrate a thoughtful approach to building a long-life asset that can scale with market demand.
"With no operating manganese mines in Europe and as the only integrated high purity manganese producer in Europe and North America, the Chvaletice Manganese Project is uniquely positioned to become a cornerstone of Europe's emerging battery materials supply chain. The Project's strategic relevance, combined with its strong environmental credentials and growing commercial traction, reinforces our confidence in its long-term value. We believe the foundations are now firmly in place for Chvaletice Manganese Project to move toward the next stage of development and deliver meaningful returns for shareholders."
PEA SUMMARY AND ECONOMIC ANALYSIS
The PEA was completed by Tetra Tech Canada Inc. ("Tetra Tech"). A NI 43-101 technical report on the PEA will be filed under the Company's profile on SEDAR+ within 45 days of this news release and made available on the Company's website. A JORC report will be lodged with the Australian Securities Exchange ("ASX") ASX shortly thereafter.
The following summarizes the material assumptions used in, and the results of, the PEA, assuming a targeted start of production in 2032.
Table 1: Economic and Operations Summary (M = Millions, K = Thousands)
| Product Price Assumptions | Life of Project/Average | |
| High purity manganese sulphate monohydrate ("HPMSM") (1) | $2,888 per tonne | |
| Capital Requirements | ||
| Initial Capital requirements (Phase I) | $627.5 M | |
| Plant Capacity Expansion Phase II, Year 1 to 3 | $197.8 M | |
| Sustaining Capital - Mining | $10.0 M | |
| Sustaining Capital - Residue Storage Facility | $101.1 M | |
| Sustaining Capital - Process & Others | $28.0 M | |
| Total Capital Expenditure | $964.4 M | |
| Operating Costs (per tonne plant feed) | ||
| Tailings extraction | $2.11/t | |
| Magnetic separation and HPMSM processing, including Magnesium Carbonate | $138.30/t | |
| Residue stacking/storage, site services, and water treatment | $0.61/t | |
| General and administrative | $11.01/t | |
| Overall Site Services, including Site Water Treatment | $21.90/t | |
| Contingency on operating costs | $8.67/t | |
| Total on Site Costs | $181.99/t | |
| Freight and Insurance, Selling costs and Royalties (per tonne plant feed) | ||
| Freight and insurance, and selling costs | $20.82/t | |
| Czech Government royalty(2) | $4.50/t | |
| Czech Landowner Royalties | $6.41/t | |
| Total site and off-site cost per tonne plant feed | $213.71/t | |
| Production Summary | ||
| Life of project operations | 26 years | |
| Chvaletice tailings extracted & processed | 26,960 K tonnes | |
| Total manganese grade | 7.32% | |
| Contained Manganese (Mn) | 1,975 K tonnes | |
| Total magnesium grade | 1.15% | |
| Contained magnesium (Mg) | 311 K tonnes | |
| HPMSM produced/sold | 3,652 K tonnes | |
| Total Mn contained in HPMSM | 1,185 K tonnes | |
| Overall Mn in HPEMM recovery | 61.0% | |
| Overall Mn in HPMSM recovery | 60.0% | |
| Overall Mg in Magnesium Carbonate Recovery | 46.0% | |
| Project Economics | Before-Tax | After-Tax |
| Cumulative Cash Flow, undiscounted | $4,304.4 M | $3,353 M |
| Net Present Value, (8% real discount rate) - Base Case | $740.0 M | $492.1 M |
| Internal Rate of Return | 16.0% | 13.8% |
| Payback (from start of processing) | 6.5 Years | 7.3 Years |
| Pre-tax Operating Margin | 48% |
Notes:
- Average real selling prices per tonne of HPMSM (MnSO4·H2O, >32% Mn) are based on the market study prepared for the Company by Marketeye.org, entitled High-Purity Manganese Market Report dated April 20, 2026. The economic model uses forecast real prices, in 2025 dollars, of US$$2,653/t in 2032, US$2,776/t in 2033, US$2,827/t in 2034, and US$2,906/t in 2035, with the 2035 price held constant from 2036 through 2056.
- Czech government royalty is 2,308 Czech Koruna (CZK) per tonne of Mn produced, translated to USD at a projected CZK to USD exchange rate of 22.57.
- All the costs shown in the News Release are in US dollar.
Table 2: Total Life of Project Revenue, Costs and Cash Flows
| Projected Cash Flows | Life of Project (M) |
| Total HPMSM Revenue, including HPMSM + Magnesium Carbonate | $10,989.2 |
| Freight, Insurance and Selling Costs of HPMSM + Magnesium Carbonate | $561.4 |
| Total Royalties, including HPMSM Czech Government and Landowners | $293.9 |
| Revenues, net of above costs | $10,133.9 |
| Site Operating Costs | $4,906.4 |
| Capital Costs (Phase I, Phase II, sustaining and demolition less salvage value) | $923.1 |
| Project Cash Flow (pre-tax) | $4,304.4 |
| Taxes | $951.4 |
| Life of Project Undiscounted Cash Flows | $3,353.0 |
The Czech corporate income tax rate is 21%. In addition to the royalty of CZK 2,308 per tonne of unit Mn produced, the Czech Republic has various payroll and other taxes to generate revenue.
The Company has modeled the economics of this project conservatively from a tax perspective, with a full tax burden, based on Czech legislated tax rates.
Investment incentives exist in the Czech Republic and the European Union for certain, qualified investments, including investment tax credits, grants, and accelerated depreciation.
The Company is actively pursuing these non-dilutive funding opportunities, including investment tax credits, grants, and accelerated depreciation available under both Czech and EU frameworks.
Sensitivity Analysis
A sensitivity analysis for the Chvaletice Manganese Project was carried out to determine the effects of key variables in relation to the post-tax NPV of $492 million at a real discount rate of 8%. The results of the sensitivity analysis are presented in Table 3 below.
Table 3: Project Sensitivity Analysis
| Sensitivity | Change from Base Case ($ M) | After-tax NPV ($ M) |
| Base NPV, 8% | $492 | |
| Discount rate, 10% | $(232) | $260 |
| Discount rate, 6% | $343 | $835 |
| HPMSM average prices +10% | $229 | $721 |
| HPMSM average prices -10% | $(229) | $263 |
| Total capital +10% | $(67) | $425 |
| Total capital -10% | $67 | $559 |
| Total operating costs +10% | $(120) | $372 |
| Total operating costs -10% | $119 | $611 |
| Recoveries +10% | $127 | $619 |
| Recoveries -10% | $(127) | $365 |
Initial and Sustaining Capital Estimates
Capital expenditure estimates have been prepared for both initial and sustaining capital. A projected summary timeline of scheduled capital costs is shown in Table 4.
Table 4: Initial Capital (Phase I), Plant Expansion (Phase II) and Sustaining Capital Schedule.
| Year | Initial Capital ($ M) - Phase I | Expansion Capital ($ M) - Phase II | Sustaining Capital ($ M) |
| Pre-operations, (-4 years) | $94.1 | ||
| Pre-operations, (-3 years) | $156.9 | - | - |
| Pre-operations, (-2 years) | $156.9 | - | - |
| Pre-operations, (-1 year) | $219.6 | - | - |
| 1 | - | $9.9 | $2.1 |
| 2 | - | $39.6 | $2.6 |
| 3 | - | $148.3 | $6.4 |
| 4 | - | - | $4.9 |
| 5 | - | - | $11.8 |
| 6 | - | - | $3.9 |
| 7 | - | - | $3.7 |
| 8 - 26 | - | - | $103.8 |
| Total | $627.5 | $197.8 | $139.1 |
The expected initial capital expenditures (Table 4) for the Project, inclusive of capitalized operating startup costs, as estimated by Tetra Tech, as of Q1, 2026, are $627.5 million, including all development-related costs that will be incurred prior to the envisaged commencement of commercial operations. Capital costs incurred after startup are assigned to sustaining capital and are projected to be paid out of operating cash-flows (also see Table 5). Contingencies on initial capital expenditure have been added at appropriate percentages to each component of the Project, excluding capitalized operating costs, resulting in an overall contingency of $66.7 million or 15.5% of direct costs.
The Project site is served by excellent existing infrastructure, including rail, highway, a gas pipeline, and water and is adjacent to an operating power plant. The proposed plant site is zoned for industrial use and is the site of the former process plant that produced the Chvaletice tailings.
New and refurbished infrastructure that will be built to service the Project include a tailings excavation and handling facility: a south and north site connection utility bridge for transporting tailings slurry, return water pipes and the tube conveyor that returns a mixture of non-magnetic tailings and washed leach residue to the residue dry stacking area; a magnetic separation beneficiation plant; enclosed and winterized process plant buildings and various reagent storage facilities and product warehouse; an upgraded rail spur system with related loading/unloading facilities; an internal road network; an incoming electrical 400kV high voltage grid connection including rectifiers, transformers, GIS switchgear, and local distribution step-down transformers; a process equipment maintenance workshop; a mobile fleet maintenance workshop; spare part and maintenance supply warehouses; a comprehensive water management system, onsite laboratories; and general administrative offices.
Operating Cost Estimate
Onsite operating costs are expected to average $181.99 per tonne plant feed ($4.14 per kg Mn equivalent) with offsite operating costs estimated to average $31.73 per tonne plant feed ($0.72 per kg Mn equivalent), as shown in Table 5.
Table 5: Life of Project Operating Costs
| Operating Costs ("Opex") | Total (M) | $ per tonne Plant Feed | $ per kg Mn Equivalent |
| Extraction costs | $56.9 | $2.11 | $0.05 |
| Magnetic Separation and processing to HPEMM | $3,046.4 | $113.00 | $2.57 |
| Processing of HPEMM to HPMSM | $682.1 | $25.30 | $0.58 |
| Residue stacking/storage, site services and water treatment | $590.4 | $21.90 | $0.50 |
| General and administrative | $296.8 | $11.01 | $0.25 |
| Contingency on operating costs | $233.6 | $8.67 | $0.20 |
| Subtotal, Onsite Opex | $4,906.4 | $181.99 | $4.14 |
| Freight and insurance, and selling costs | $561.4 | $20.82 | $0.47 |
| Czech Government royalty (1) | $121.2 | $4.50 | $0.10 |
| CEZ Landowners royalty | $172.7 | $6.41 | $0.15 |
| Subtotal, Offsite Opex | $855.3 | $31.73 | $0.72 |
| All-in Opex | $5,761.6 | $213.71 | $4.86 |
Notes:
- Czech government royalty is 2,308 Czech Koruna (CZK) per tonne of Mn extracted, translated to USD at a projected CZK to USD exchange rate of 22.57.
- Totals may not add exactly due to rounding.
Resource Estimate
Tetra Tech was engaged to oversee the planning and execution of sampling and assaying, to prepare the updated Resource Estimate for EMN's Chvaletice Manganese Project, to prepare the Technical Report in accordance with National Instrument 43-101 - Standards and Disclosures for Mineral Projects, and to prepare the independent JORC Code technical report in accordance with the Joint Ore Reserves Committee Australasian Code for Reporting of Exploration Results, Mineral Resources and Ore Reserves 2012 Edition ("JORC Code"). The 43-101 Technical Report, entitled "Technical Report and Mineral Resource Estimate for the Chvaletice Manganese Project, Chvaletice, Czech Republic", with an effective date of December 8, 2018 ("the Mineral Resource Estimate"), was filed on SEDAR on January 28, 2019. The corresponding JORC Code technical report with an effective date of December 8, 2018, was lodged on the ASX on February 6, 2019.
No additional drilling or data collection pertaining to the technical disclosure of mineral inventory has been undertaken since the completion of the Mineral Resource Estimate, and the effective date for Mineral Resource Estimate is revised to April 27, 2026.
The Project's combined Measured and Indicated Resources now amount to 26,960,000 tonnes, grading 7.33% total manganese (tMn) and 5.86% soluble manganese (sMn), as detailed in Table 6 below.
Table 6: Chvaletice Mineral Resource Statement, Effective April 27, 2026
| Tailings Cell # | Classification | Dry In situ Bulk Density (t/m3) | Volume (m3) | Tonnage (metric tonnes) | Total Mn (%) | Soluble Mn (%) | Total Mg (%) |
| #1 | MEASURED | 1.52 | 6,577,000 | 10,029,000 | 7.95 | 6.49 | 0.95 |
| INDICATED | 1.47 | 160,000 | 236,000 | 8.35 | 6.67 | 1.09 | |
| #2 | MEASURED | 1.53 | 7,990,000 | 12,201,000 | 6.79 | 5.42 | 1.11 |
| INDICATED | 1.55 | 123,000 | 189,000 | 7.22 | 5.30 | 1.27 | |
| #3 | MEASURED | 1.45 | 2,942,000 | 4,265,000 | 7.35 | 5.63 | 0.96 |
| INDICATED | 1.45 | 27,000 | 39,000 | 7.90 | 5.89 | 0.95 | |
| TOTAL | MEASURED | 1.51 | 17,509,000 | 26,496,000 | 7.32 | 5.86 | 1.02 |
| INDICATED | 1.50 | 309,000 | 464,000 | 7.85 | 6.05 | 1.15 | |
| COMBINED | M&I | 1.51 | 17,818,000 | 26,960,000 | 7.33 | 5.86 | 1.15 |
Notes:
- Estimated in accordance with the Canadian Institution of Mining, Metallurgy and Petroleum ("CIM") Definition Standards on Mineral Resources and Mineral Reserves adopted by CIM Council May 19, 2014, as amended, which are materially identical to JORC Code.
- The Mineral Resource has been classified as Indicated and Measured Resources based on the level of confidence in the deposit and estimation. Indicated Resources have lower confidence than Measured Resources. Mineral Resources do not have demonstrated economic viability and no Mineral Reserves have been defined for the CMP.
- The Chvaletice Mineral Resource is a reasonable prospect for eventual economic extraction. The Mineral Resource has been estimated with Mn as the primary commodity and Mg as a by-product. A break-even grade of 3.78% total Mn has been estimated for the Chvaletice deposit based on preliminary pre-concentration, leaching and refining operating cost estimates of US$124.93/t feed, total recovery to HPEMM and HPMSM of approximately 46.3% and 44.9%, respectively, and a commodity price of USD $2.75/kg for HPMSM for the resource estimates. MgCO3 is produced as a raw product in the processing of HPMSM and would otherwise be discarded. This by-product is presented as total in situ concentration and has been assessed as being a reasonable prospect for eventual economic extraction based on preliminary and approximate estimated market value for MgCO3 of USD $800/t, process recovery of 45%, and an additional treatment cost of USD $1.00/t feed. The actual commodity price and recovery for these products may vary.
- A cut-off grade has not been applied to the block model. The estimated breakeven cut-off grade falls below the grade of most of the blocks (excluding 46,613 t which have grades less than 3.78% tMn). It is assumed that material segregation will not be possible during mining due to inherent difficulty of grade control and selective mining for this deposit type.
- Grade capping has not been applied.
- Numbers may not add exactly due to rounding.
PROCESSING FACILITIES DESCRIPTION
Tailings Extraction, Residue Storage Facility and Reclamation
In the tailings extraction plan, the three tailings cells will be excavated in a counterclockwise sequence, starting with Cell #3, followed by Cells #1 and #2. Tailings will be extracted using shovel excavators and hauled by truck to an intermediate re-pulping and a covered storage station located between Cells #1 and #2. The storage station will create a 5-day material stockpile. Re-pulped tailings will be fed to the magnetic separation plant via a slurry pipeline on a continuous basis.
A filtered blend of non-magnetic tailings and washed leach residue materials from the process plant will be conveyed using a tube conveyor to the storage station and placed and compacted in the Residue Storage Facility (RSF). The excavated area exposed after extraction of the existing tailings will be lined with a geomembrane liner. The RSF will be constructed in stages to suit residue storage requirements and progressively covered to limit the footprint of residue exposed to the air at any given time.
RSF design features include a geomembrane lined bottom, perimeter surface water diversion and a contact water collection system that is integrated with the overall site water management system. Dust management includes the implementation of modern dust suppression methods on open faces, interim stack surfaces and haul roads, as required.
Progressive reclamation will be undertaken as an integrated part of the residue stacking procedure. The filtered residue cover will consist of a low permeability soil and/or geomembrane cover to inhibit erosion and infiltration, and a growth layer to support vegetation growth.
The site is expected to be fully reclaimed and brought back into a productive community to be established in consultation with local communities, regulators and national government agencies. The RSF will be monitored during the post-closure period for geotechnical and environmental performance.
Table 7: PEA Tailings Extraction, Processing and Production Plan by Year
| Year | Tailings Mined1 | Mn Grade1 | Contained Mn | HPMSM Produced (kt)2 | Total Mn production (kt) | Overall Recovery (%)3 |
| 1 - 3 | 1,455 | 7.54 | 109.7 | 200.1 | 65.0 | 59.2 |
| 4 - 26 | 25,505 | 7.31 | 1,864.8 | 3,451.8 | 1,120.3 | 60.1 |
| Total | 26,960 | 7.33 | 1,974.5 | 3,651.9 | 1,185.2 | 60.0 |
Notes:
- Tonnage and grade in Table 7 were calculated by Tetra Tech and include an overall 0.5% manganese loss factor and no dilution.
- All the annual HPEMM production is converted to HPMSM on site.
- The combined overall recovery of manganese from tailings to high purity manganese products is estimated to be 60.0% over the life of the Project.
High Purity Manganese Products Production Facility
The processing facilities, including ancillary facilities, for HPMSM production from the CMP tailings were designed by Beijing General Research Institute for Mining ("BGRIMM") together with EMN and Tetra Tech, based on the comprehensive metallurgical test results conducted during the previous PEA and validated through bench scale tests during the feasibility study. Additional metallurgical tests to recover manganese from anode slimes from electrowinning circuit were also conducted to support this PEA.
The study was based on the design work completed for the 2022 Feasibility Study which included process circuit and process equipment optimization. Key equipment items were sized and selected based on the FS design by upgrading HPMSM circuit from the nominal capacity of 100,000 t/a to 150,000 t/a. In addition, two additional circuits, one for manganese recovery from anode slimes produced from the electrowinning circuit using reductive leaching and one for sodium and potassium removal from the HPMSM crystallization circuit by incorporating a high-temperature crystallization bypass system. One additional circuit to convert the magnesium carbonate from waste to a saleable by-product is incorporated into the magnesium removal circuit.
The CMP process plant has been designed for a nominal nameplate production capacity of 150,000 tonnes per annum of HPMSM by processing approximately 1.1 million tonnes of the historical tailings per year.
HPMSM is produced by converting HPEMM flakes produced by electrowinning process without the use of selenium and chromium. This product is expected to best meet the high purity manganese market demand anticipated in current and future battery formulations.
The CMP HPMSM product is designed to contain no less than 99.9% high purity manganese sulfate monohydrate and a minimum of 32.34% manganese and will be sold in powder form, produced without the use of fluorine.
The dried HPMSM powder product will be packed prior to being shipped in trucks or containers to customers .
The process includes following unit circuits:
High-intensity wet magnetic separation circuit, upgrading the excavated tailings manganese grade to approximately 15% tMn for acid leaching.
Magnetic concentrate sulfuric acid leaching, neutralization to remove impurities and solid-liquid separation.
Pregnant leach solution deep purification to further remove heavy metals.
Manganese electrowinning to produce high purity HPEMM (high-purity electrolytic manganese metal) flakes using a selenium free process.
A magnesium removal process circuit to ensure efficient electrowinning operations and high-quality product and magnesium carbonate produced as a by-product.
HPEMM dissolution, solution purification and HPMSM crystallization and drying to produce battery-grade HPMSM for sale.
Other supporting circuits, such as ammonium recovery system, water management systems, steam generation. The proposed process flow sheet is illustrated in Figure 1 below.
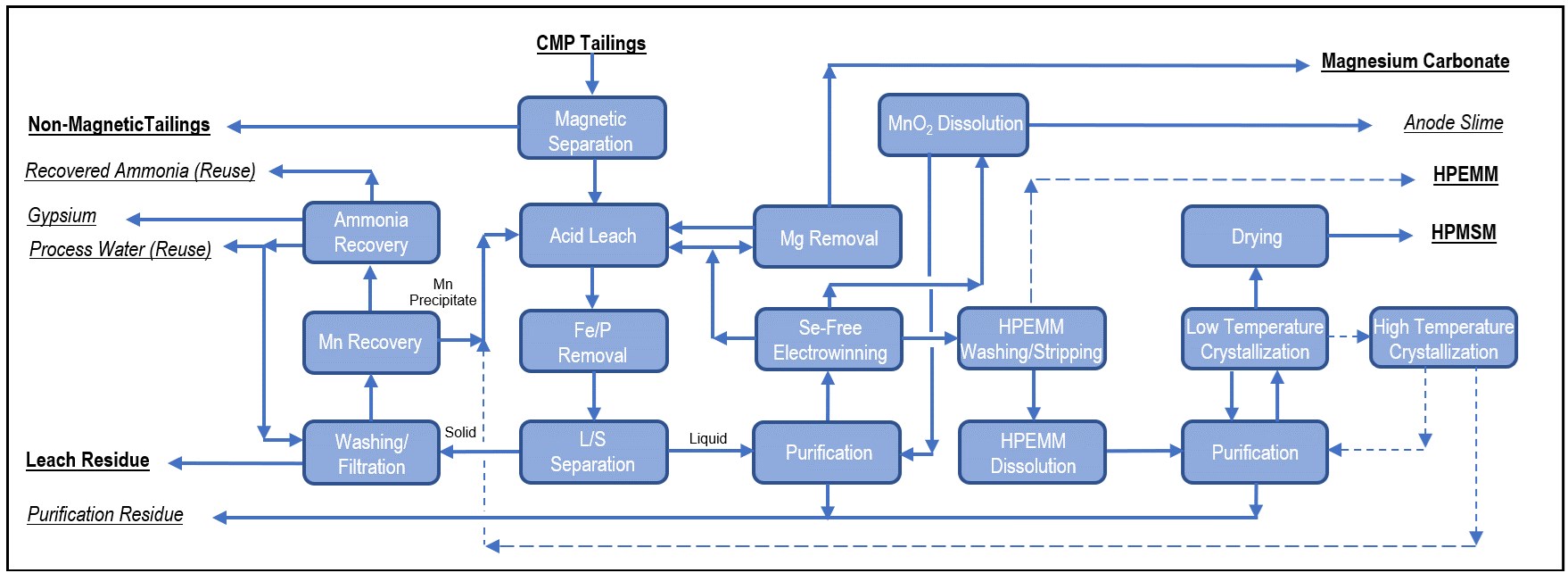
Figure 1: Updated Simplified Process Flowsheet
To view an enhanced version of this graphic, please visit:
https://images.newsfilecorp.com/files/11453/297390_4c2a5f3814e549ad_001full.jpg
ENVIRONMENTAL IMPACTS, PERMITTING AND COMMUNITY ENGAGEMENT
Environmental impacts are monitored over the long term as part of the project. The ESIA process was conducted in two phases, supplemented by several expert studies and on-site monitoring. The result of the ESIA process, which involved participation from relevant authorities and the public, is the positive Environmental and Social Binding Statement, which was issued by the Ministry of Environment in March 2024. The ESIA permit is a crucial permit demonstrating that the assessed impacts on individual environmental components and the social sphere are acceptable and that the project is feasible.
The assessment results show that the implementation of the project will not worsen existing environmental conditions and will not have negative social impacts. Furthermore, the realization of the project will reduce the identified contamination of groundwater and surface water in the tailings and its vicinity, where the source of the pollution is demonstrably deposited material. As the deposit is of anthropogenic origin and the mined material is a waste-product, this constitutes the reuse or recycling of waste, aligning with the principles of the circular economy. The aim of remediation and reclamation is to create a near-natural area with high biodiversity and stability, which will be used for recreational and sports activities.
The ESIA process is followed by a subsequent permitting process when a significant portion of the permits had already been obtained, such as the Permit for the location of the processing plant, the Permit for the location of the rail spur, Product registration under the EU's REACH Regulation, and other permits related to auxiliary activities (utility relocations, grid connection, and others). Another key permit is the Determination of the Mining Lease Permit, which was granted to MANGAN Chvaletice, s.r.o on January 23, 2025; this is another crucial permit which authorizes the company to conduct mining activities. In the following steps, the company will undergo the permitting process stipulated by the Building Act, followed by the final operating permit.
In 2026, the Company will continue to advance the permitting process under the Building Act, targeting completion of the final operating permit pathway in line with the feasibility study timeline. Each permitting milestone achieved further reduces Project risk and reinforces the Company's readiness to move into the next phase of development.
Key Highlights of the Social Commitment:
Significant Economic Catalyst: The Project will act as a primary economic driver in the Pardubice Region, creating 800-1,000 jobs during construction and providing stable, long-term employment for approximately 400 direct staff during operations, with a strong 85% local hiring commitment.
Commitment to Transparency: The Project has established a robust engagement framework, including a dedicated public information center in Chvaletice and dedicated digital platforms (project-specific website and online grievance tools).
Validated Social Acceptance: On March 27, 2024, the Czech Ministry of the Environment issued a favorable binding ESIA opinion, confirming that the Project meets the highest environmental and social standards. The Project currently faces no material barriers to acceptance, reflecting a strong Social License to Operate.
BENEFITS OF PEA AND NEXT STEPS
The PEA enabled the Company to optimize inputs based on current pricing, establishing the possibility for a two-stage construction strategy. This phased approach has the potential to allow for further optimization in phase two, lower upfront capital requirements, and enhance project economics by aligning investment with cash flow. The Company plans to explore this and other avenues to advance the Chvaletice Manganese Project further towards feasibility study, with targeted completion in H1 2027.
The Company will also continue to monitor high purity manganese markets and strategic sectors to which it contributes, including energy transition, grid-scale energy storage, e-mobility and aerospace and defence technologies. The Company will continue to engage with potential customers to secure additional offtake term sheets, pursue offtake agreements, and continue product testing.
In addition, during 2026, the Company is focused on the following key priorities to position the Project for its next development phase by:
Advancing the financing strategy by securing funding for Project priorities and progressing strategic financing discussions with potential partners;
Completing the acquisition of, or access to, the remaining land surface rights required for full Project development;
Strengthening the Project's regulatory foundation through the continuous advancement of permitting, further reducing development risk and demonstrating Project readiness; and
Maximizing non-dilutive capital by actively pursuing grants and incentives available from the EU and the Czech state.
Competent and Qualified Person Statement
All production targets for the Chvaletice Manganese Project referred to in this news release are underpinned by estimated Measured and Indicated Mineral Resources prepared by Competent Persons and Qualified Persons in accordance with the requirements of the JORC Code and NI 43 - 101, respectively. Additionally, the scientific and technical information included in this news release, is based upon information prepared, verified, and approved by Mr. James Barr, P. Geo, Senior Geologist, Mr. Jianhui (John) Huang, Ph.D., P. Eng., Senior Metallurgical Engineer, Mr. Hassan Ghaffari, P.Eng, M.A.Sc., Senior Process Engineer, Mr. Chris Johns, P.Eng, Senior Geotechnical Engineer, and Mrs. Maurie Marks, P.Eng, Senior Mining Engineer, all with Tetra Tech. Mr. Barr, Mrs. Marks, Mr. Ghaffari, Mr. Johns, Mr. Hasanloo and Mr. Huang are consultants to, and independent of, EMN within the meaning of NI 43-101, and have sufficient experience in the field of activity being reported to qualify as Competent Persons as defined in the JORC Code, and are Qualified Persons, as defined in NI 43-101. Mr. Barr is responsible for the Mineral Resource Estimate, Mr. Huang is responsible for the metallurgical test work results, process engineering, operating cost and capital cost estimates, environmental studies, permitting, and social or community impact. Mr. Ghaffari is responsible for infrastructure, Mrs. Marks is responsible for mining and financial analysis, Mr. Johns is responsible for design of the residue storage facility. Mr. Barr visited the property during the 2017 drilling program and again during the 2018 drilling campaign, on July 30-31st, 2018, during which time he observed the drilling, sample collection and preparation, sample logging and sample storage facilities. Mr. Huang visited the Project site on February 5, 2018 and May 3, 2022, as well as visited the Changsha Research Institute of Mining and Metallurgy Co. ("CRIMM") laboratory and pilot plant facility five times between January 20, 2017 and September 20, 2018 to witness sample preparation and test/assay facilities and to discuss the test program and results with CRIMM's technical team. Mr. Huang also visited the SGS Minerals Services (SGS) laboratory on June 29, 2017, and oversaw the bench scale validation test work completed by BGRIMM. Mrs. Marks, Mr. Johns and Mr. Ghaffari also visited the project site on May 3, 2022. Barr, Huang, Ghaffari, Johns and Marks have no economic or financial interest in the Company and consent to the inclusion in this news release of the matters based on their information in the form and context in which it appears.
In addition, technical information concerning the Chvaletice Manganese Project is reviewed by Dr. David Dreisinger, P. Eng, a Qualified Person under NI 43-101. Dr. Dreisinger has reviewed and approved the information in this news release for which he is responsible and has consented to the inclusion of the matters in this news release based on the information in the form and context in which it appears.
Cautionary Statement
The PEA is a high-level review of potential, is preliminary in nature, and there is no certainty that the economics in the PEA will be realized. The PEA results are not equivalent to, and should not be construed as, a Pre-Feasibility Study or Feasibility Study. Accordingly, investors are reminded that the PEA is considered preliminary in nature and includes estimated costs that are subject to an approximate margin error of plus or minus 35%. Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability, and there is no guarantee the Project's resources will eventually be classified as reserves.
The projected process plant design, potential production profile and project plan are conceptual in nature and additional technical studies will need to be completed in order to fully assess their viability. There is no certainty that a potential production decision will be made, or that a commercial operation will be achieved.
A sensitivity analysis for the Project was carried out to determine the effects of key variables in relation to the post-tax NPV of US$492 million using a real discount rate of 8%. The results of the sensitivity analysis are presented in Table 3 of this announcement. Additional sensitivities from changes in capital and operating costs, recoveries, and metal prices are also included in Table 3.
The PEA is also based on the material assumptions outlined in this announcement. These include assumptions about the availability of funding. While EMN considers all of the material assumptions to be based on reasonable grounds, including those related to funding, there is no certainty that they will prove to be correct or that the range of outcomes indicated by the PEA can be achieved.
To achieve the range of outcomes indicated in the PEA, funding in the order of approximately US$670.9 million is assumed to be required for initial capital expenditures and working capital. It is anticipated that funding will be sourced through a combination of equity and debt, and possibly other means; however, given that the PEA is considered preliminary in nature, the Company expects to finalize its financing strategy for the Project in conjunction with, or after, the completion of the feasibility study.
Investors should note that there is no certainty that EMN will be able to raise that amount of funding when needed. It is also likely that such funding may only be available on terms that may be dilutive to or otherwise affect the fundamental value of EMN's existing shares. It is also possible that the Company could pursue other 'value realisation' strategies such as a sale, partial sale or joint venture of the Project. If such strategies are pursued, it could materially reduce EMN's proportionate ownership of the Project. Given the uncertainties involved, investors should not make any investment decisions based solely on the results of the PEA.
Euro Manganese is dual listed on the TSX-V and the ASX. Neither TSX Venture Exchange nor its Regulation Services Provider (as defined by TSXV policies) or the ASX accepts responsibility for the adequacy or accuracy of this release.
Authorized for release by the President and CEO of Euro Manganese Inc.
| Martina Blahova President and CEO +1 (604) 681-1010 info@mn25.ca | Jane Morgan Management Jane Morgan Investor and Media Relations - Australia +61 (0) 405 555 618 jm@janemorganmanagement.com.au |
| LodeRock Advisors Neil Weber Investor and Media Relations - North America +1 (647) 222-0574 neil.weber@loderockadvisors.com |
About Euro Manganese
Euro Manganese Inc. (TSXV: EMN) (ASX: EMN) (FSE: E060) is a battery materials company developing the Chvaletice Manganese Project in the Czech Republic, Europe's only near-term source of high-purity manganese, a critical ingredient in next-generation electric vehicles, energy storage batteries and defence applications.
The Chvaletice Manganese Project aims to reprocess historic mine tailings to produce high-purity electrolytic manganese metal (HPEMM), and high-purity manganese sulphate monohydrate (HPMSM), establishing a fully traceable, low-carbon supply chain within the European Union.
Euro Manganese is positioned to become Europe's first domestic producer of high-purity manganese, meeting the rising demand for sustainable, strategic battery materials while advancing Europe's clean-energy and supply-chain independence goals.
Forward-Looking Statements
Certain statements in this news release constitute "forward-looking statements" or "forward-looking information" within the meaning of applicable securities laws. Such statements and information involve known and unknown risks, uncertainties and other factors that may cause the actual results, performance, or achievements of the Company, its Chvaletice Project, or industry results, to be materially different from any future results, performance or achievements expressed or implied by such forward-looking statements or information. Such statements can be identified by the use of words such as "may", "would", "could", "will", "intend", "expect", "believe", "plan", "anticipate", "estimate", "scheduled", "forecast", "predict" and other similar terminology, or state that certain actions, events or results "may", "could", "would", "might" or "will" be taken, occur or be achieved.
Readers are cautioned not to place undue reliance on forward-looking information or statements. Forward-looking statements are subject to a number of risks and uncertainties that may cause the actual results of the Company to differ materially from those discussed in the forward-looking statements and, even if such actual results are realized or substantially realized, there can be no assurance that they will have the expected consequences to, or effects on, the Company.
Forward looking information or statements include all of the results of the PEA, including estimates of internal rates of return (including any pre-tax and after-tax internal rates of return, payback periods, net present values, future production, estimates of cash cost, assumed prices for HPEMM and HPMSM and by-products, proposed extraction plans and methods, operating life estimates, cash flow forecasts, metal recoveries and estimates of capital and operating costs. Forward looking statements also include the possibility for a two-stage construction strategy, and the potential to allow for further optimization of the Project in phase two, with lower upfront capital requirements, and to enhance project economics by aligning investment with cash flow. The Company has based its assumptions and analysis on certain factors that are inherently uncertain, including (i) the adequacy of infrastructure; (ii) the ability to develop adequate processing capacity; (iii) the price of HPEMM and HPMSM and by-products; (iv) the availability of equipment and facilities necessary to complete development; (v) the size of future processing plants and future tailings extraction rates; (vi) the cost of consumables and extraction and processing equipment; (vii) unforeseen technological and engineering problems; (viii) currency fluctuations; (ix) changes in laws or regulations; (x) the availability and productivity of skilled labour; and (xi) the regulation of the mining industry by various governmental agencies.
Forward-looking statements also include statements regarding the Company's strategy for its Chvaletice Project, ability to access high purity manganese markets and strategic sectors to which it contributes, including energy transition, grid-scale energy storage, e-mobility and aerospace and defence technologies and sell its products, the ability to complete a feasibility study in 2027, and the Company's ability to navigate current market conditions. In addition, forward-looking statements include statements regarding the Company's next steps including: advancing financing efforts; seeking strategic partners, finalizing product testing, and negotiating offtake agreements with customers; Securing remaining land access; progressing key permits; and pursuing government funding.
All forward-looking statements are made based on the Company's current beliefs including various assumptions made by the Company, including that the Chvaletice Project will be developed and operate as planned, the results of the PEA are reliable, that the Company will have sufficient financing to continue operations, and that the Company will be able to meet the conditions of its secured financing. Factors that could cause actual results or events to differ materially from current expectations include, among other things: results from the PEA are not accurate; insufficient working capital; inability to meet the conditions of its secured financing, risks due to granting security, lack of availability of financing for developing and advancing the Chvaletice Project; no available government funding or incentives; the potential for unknown or unexpected events to cause contractual conditions to not be satisfied; developments in electric vehicle battery markets and chemistries; risks related to fluctuations in currency exchange rates; and changes in laws or regulations by various governmental agencies. For a further discussion of risks relevant to the Company, see "Risk Factors" in the Company's annual information form for the year ended September 30, 2025, available on the Company's SEDAR+ profile at www.sedarplus.ca.
Although the forward-looking statements contained in this news release are based upon what management of the Company believes are reasonable assumptions, the Company cannot assure investors that actual results will be consistent with these forward-looking statements. These forward-looking statements are made as of the date of this news release and are expressly qualified in their entirety by this cautionary statement. Subject to applicable securities laws, the Company does not assume any obligation to update or revise the forward-looking statements contained herein to reflect events or circumstances occurring after the date of this news release.
APPENDIX 1
JORC Code 2012 Edition - Table 1
| Section 1: Sampling Techniques and Data | |
| Criteria | Explanation |
| Sampling Techniques |
|
| Drilling Techniques |
|
| Drill Sample Recovery |
|
| Logging |
|
| Subsampling Techniques and Sample Preparation |
|
| Quality of Assay Data and Laboratory Tests |
|
| Verification of Sampling and Assaying |
|
| Location of Data Points |
|
| Data Spacing and Distribution |
|
| Orientation of Data in Relation to Geological Structure |
|
| Sample Security |
|
| Audits or Reviews |
|
| Section 2: Reporting of Exploration Results | |
| Criteria | Explanation |
| Mineral Tenement and Land Tenure Status | 2026 Status:
|
| Exploration Done by Other Parties |
|
| Geology |
|
| Drill Hole Information |
|
| Data Aggregation Methods |
|
| Relationship Between Mineralization Widths and Intercept Points |
|
| Diagrams |
|
| Balanced Reporting |
|
| Other Substantive Exploration Data |
|
| Further Work |
|
| Section 3: Estimation and Reporting of Mineral Resources | |
| Criteria | Explanation |
| Database Integrity |
|
| Site Visits |
|
| Geological Interpretation |
|
| Dimensions |
|
| Estimation and Modelling Techniques |
|
| Moisture |
|
| Cut-off Parameters |
|
| Mining Factors or Assumptions |
|
| Metallurgical Factors or Assumptions |
|
| Environmental Factors or Assumptions |
|
| Bulk Density |
|
| Classification |
|
| Audits and Reviews |
|
| Discussion of Relative Accuracy/Confidence |
|
| Section 4: Estimation and Reporting of Mineral Reserves | |
| Criteria | Explanation |
| Mineral Resource Estimate for Conversion to Ore Reserves |
|
| Site Visits |
|
| Study Status |
|
| Cut-off Parameters |
|
| Mining Factors or Assumptions |
|
| Metallurgical Factors or Assumptions |
|
| Environmental |
|
| Infrastructure |
|
| Costs |
|
| Revenue Factors |
|
| Market Assessment |
|
| Economic |
|
| Social |
|
| Other |
|
| Classification |
|
| Audits or Reviews |
|
| Discussion of Relative Accuracy/Confidence |
|
1 Announced October 20, 2025
2 Announced July 27, 2022 and available on SEDAR+
![]()
To view the source version of this press release, please visit https://www.newsfilecorp.com/release/297390




